



























'구조 디자인' 카테고리의 다른 글
| 조인트 설계 방법 (0) | 2021.05.06 |
|---|---|
| O-링 설계 및 조립 방법 (0) | 2021.02.09 |
| 초음파 조인트 설계 (0) | 2021.01.31 |
| 신속한 조립 : 스냅파트(Hook 구조) 6가지 (0) | 2019.05.01 |
| 조인트 설계 방법 (0) | 2021.05.06 |
|---|---|
| O-링 설계 및 조립 방법 (0) | 2021.02.09 |
| 초음파 조인트 설계 (0) | 2021.01.31 |
| 신속한 조립 : 스냅파트(Hook 구조) 6가지 (0) | 2019.05.01 |


① 하이텍엔지니어링
경기도 수원시 영통구 신원로 88, 031-695-6198
설립한 지 20년이 넘은 목업업체로 중·대형 워킹 목업에 관한 전문적인 노하우가 풍부하다.
② 자인아트
서울시 금천구 가산디지털1로 128, 02-811-3135
중소형의 디자인 목업 제품을 전문적으로 다루며 디테일한 후가공 노하우를 보유하고 있다.
③ 유니트산업
서울시 금천구 가산동 459-40 디지털산전협동화공장 A동 5층, unitinc.co.kr
모토로라, 중국의 UT 스타콤 등 전자·정보통신 분야의 클라이언트와의 프로젝트로 관련 기술 지식이 풍부하다.
④ 탑 모델 스튜디오
서울시 금천구 두산로13길 28, 대성빌딩 3층, www.topmodelstudio.co.kr
디자인 목업과 워킹 목업 모두 진행하며 LG전자, 코웨이, 지멘스 헬스케어 등의 클라이언트와의 경험으로 중·대형 가전제품과 의료 기기 개발 경험이 풍부하다.
⑤ 제일모델
서울시 금천구 독산1동 295-19, 02-861-6400
제품 후가공 단계인 도장과 인쇄에 관한 노하우가 많으며 다양한 소재의 목업 제작이 가능하다.
⑥ 명성클레멘타인
서울시 금천구 벚꽃로24길 24, A동 1층,
각 분야의 젊은 목업 전문가들이 최근에 설립한 신생 목업업체로 직접 핸드폰 액세서리 사업을 하고 있어 양산 노하우까지 제공받을 수 있다.
⑦ 아이디솔루션
서울시 금천구 가산디지털1로 142(A동 201호), www.id-s.co.kr
삼성테크원, 신도리코, 르노삼성자동차 등을 클라이언트로 두고 있으며 자동차, 의료 용기, 전자 기기 등 설계가 중요한 산업 디자인 목업에 전문성이 뛰어나다.
⑧ 프라스퍼 디자인
서울시 금천구 가산디지털1로 70, 호서대벤처타워 606호, 02-864-6617
중국과 일본 기업의 목업 제작 경험이 많다. 대표적인 클라이언트로는 위니아, 중국 회사 하이얼(HAIER)과 쿨패드(COOLPAD)가 있으며 가전제품과 모바일 디바이스 분야의 노하우가 풍부하다.
⑨ 엔프로토
경기도 광명시 소하1동 1345 광명테크노파크 A동 701-704호, www.nproto.com
디자인 목업 및 워킹 목업, 주형품, 실리콘 진공 주형, 도장 등의 모든 공정을 한 공장에서 진행한다.
⑩ 앤츠스튜디오
서울시 금천구 디지털로9길 47, 한신IT타워 2차 301호, www.antstudio.co.kr
자체적으로 목업 샘플을 개발하여 보유하고 있으며 최근 해외 기업과의 협업 프로젝트를 다수 진행했다.
⑪ 모델 솔루션
서울시 금천구 벚꽃로20길 24, www.model-solution.com
8층짜리 건물 전체에서 목업 공정이 원스톱으로 이뤄진다. ‘7일 원칙’을 지키고자 클라이언트가 의뢰한 후 7일 만에 목업 제품을 받아볼 수 있도록 정확하고 빠르게 제작하는 것이 장점.
http://mdesign.designhouse.co.kr/article/article_view/102/72904

압축 스프링은 넓은 적용 범위를 가지며 스프링은 각 회전 사이에 충분한 간극이 있습니다. 압축 후 간격을 줄일 수 있으며 압력이 사라지면 원래 길이로 복원됩니다. 스프링의 접촉 면적을 늘리기 위해 스프링의 끝이 평평 해지는 경우가 많습니다.
TSMC는 스트레이트 배럴, 원뿔, 배럴 등과 같은 다양한 크기와 모양의 압력 스프링을 생산합니다. 압축 스프링에 특별한 요구가있는 경우 숙련 된 엔지니어가 설계하여 (부하 및 서비스 수명 및 기타 특성 포함) 제조 제품을 설계합니다 회사의 요구를 충족시킵니다.사양
출처 : https://www.da-yi.com.tw/ko/category/-/CAT-Micro-Compression-Spring_Coil-Helical-Springs.html
| 비틀림 스프링(토션 스프링) (0) | 2020.05.13 |
|---|

비틀림 스프링은 비틀림 또는 비틀림 (회전 운동)으로 작동하는 코일 스프링이며, 비틀림 스프링의 끝은 별도의 구성 요소에 부착되어 비틀림시 기계적인 에너지를 저장할 수있는 유연한 물체입니다. 일단 꼬인 스프링은 꼬인 각도에 비례하여 반대 방향으로 토크 력을가합니다.
TSMC에서는 원형, 정사각형, 직사각형 및 특수 섹션 와이어로 맞춤형 비틀림 스프링을 제조하며 가장 일반적인 재질 유형은 스테인리스 스틸 (유형 302, 유형 316 및 유형 17-7 PH), 음악 와이어, 스프링 스틸 및 경강입니다. 스프링 레그는 임의의 위치에있을 수 있으며, 맞춤형 적용에 따라 거의 모든 구부러 지거나, 구부러 지거나, 꼬이거나, 고리 형으로 형성됩니다. 스프링 끝은 짧은 후크 끝, 힌지 끝, 직선 오프셋, 직선 비틀림, 특수 끝, 직선 비틀림 및 이중 비틀림과 같은 여러 표준 형태로 제공됩니다.
일반적으로 비틀림 스프링은 가까운 상처이지만 코일 사이의 마찰을 줄이기 위해 피치가있을 수 있으며 왼손 또는 오른손 상처는 일반적으로 스프링이 감기면 코일 직경이 감소하고 몸체 길이가 증가합니다. . 풍향은 주어진 응용에 대해 비틀림 스프링이 시계 방향 또는 반 시계 방향으로 회전하는지에 따라 결정됩니다.
당사의 비틀림 스프링은 자동차, 의료 장비, 전기 장비, 항공 우주 및 로봇 시스템을 포함한 다양한 산업에 사용되며, 비틀림 스프링의 일반적인 예는 옷 핀, 클립 보드, 도어 힌지, 개폐식 좌석, 디지털 카메라 및 수많은 다른 용도
숙련 된 스프링 제조업체로서, 설계 요구 사항에 맞게 다양한 형태의 비틀림 스프링을 맞춤형으로 제조 할 수 있습니다.
출처 : https://www.da-yi.com.tw/ko/category/-/CAT-Torsion-Springs_Spiral-Torsion-Springs.html
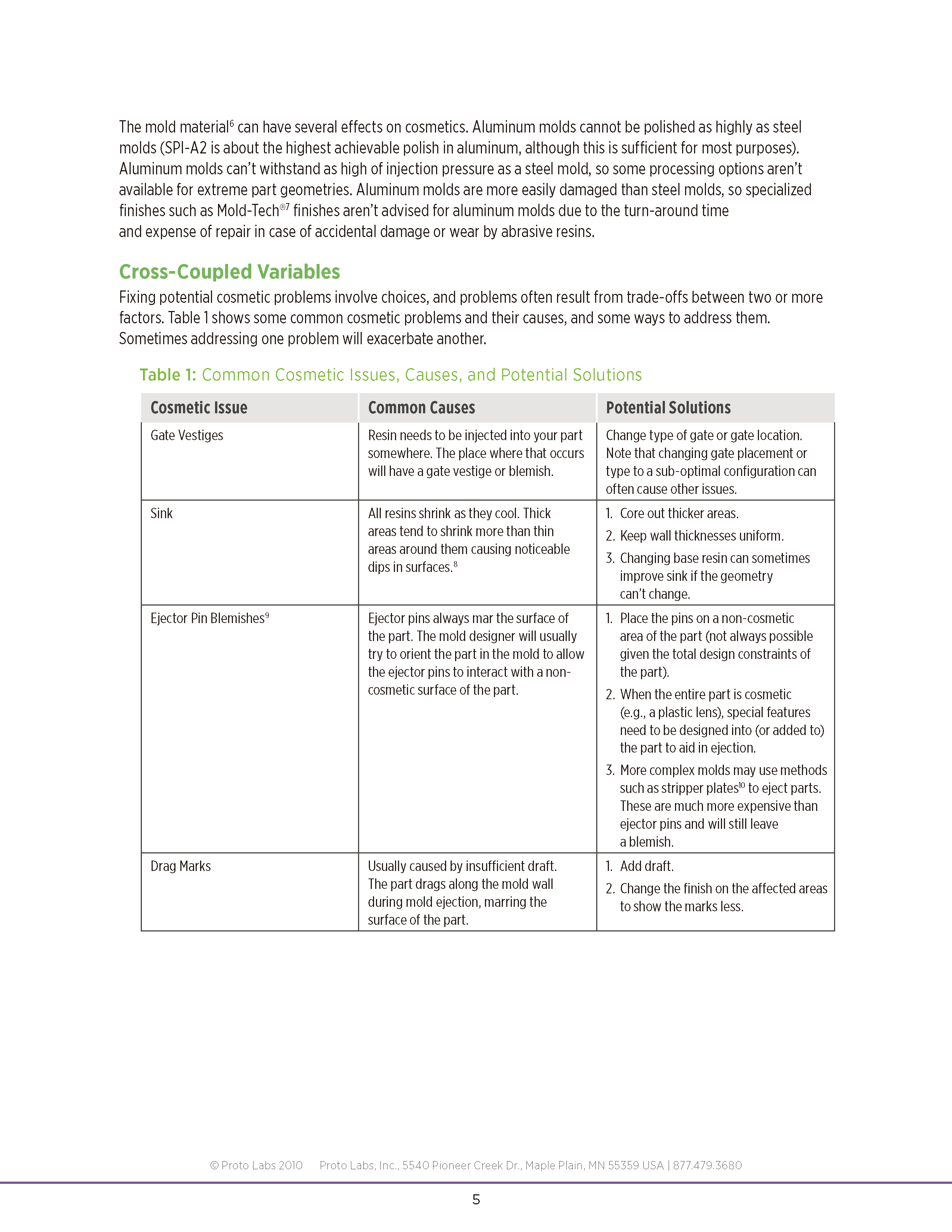
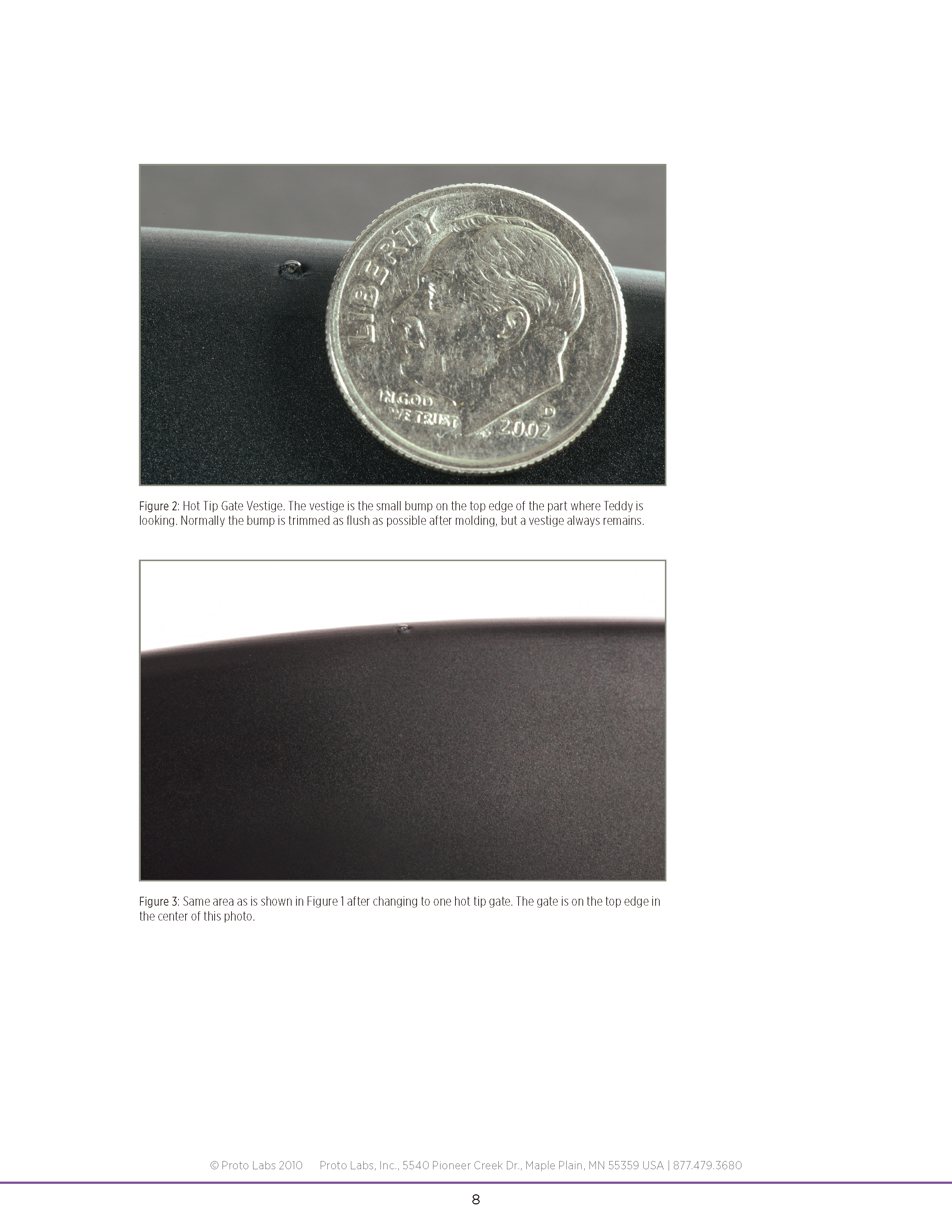
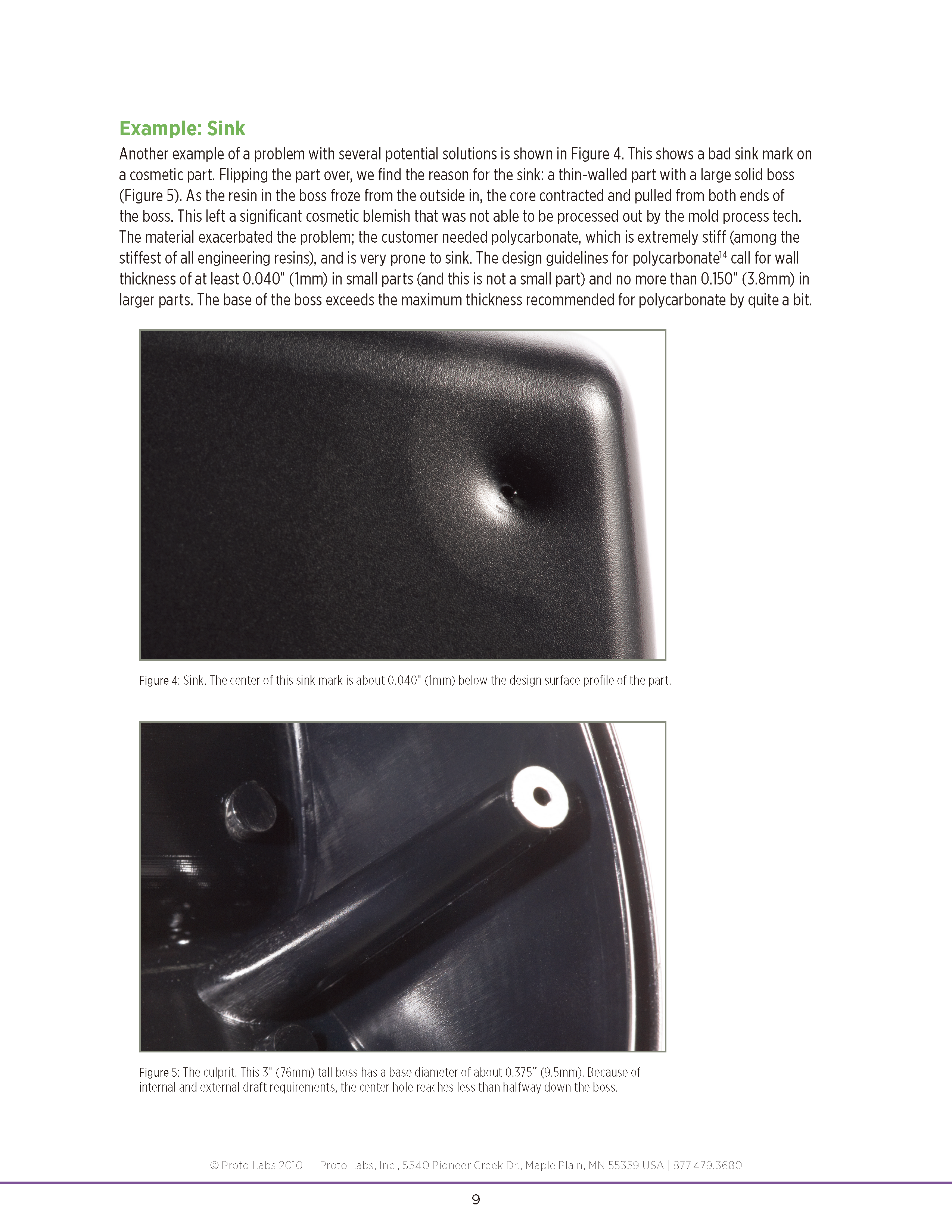
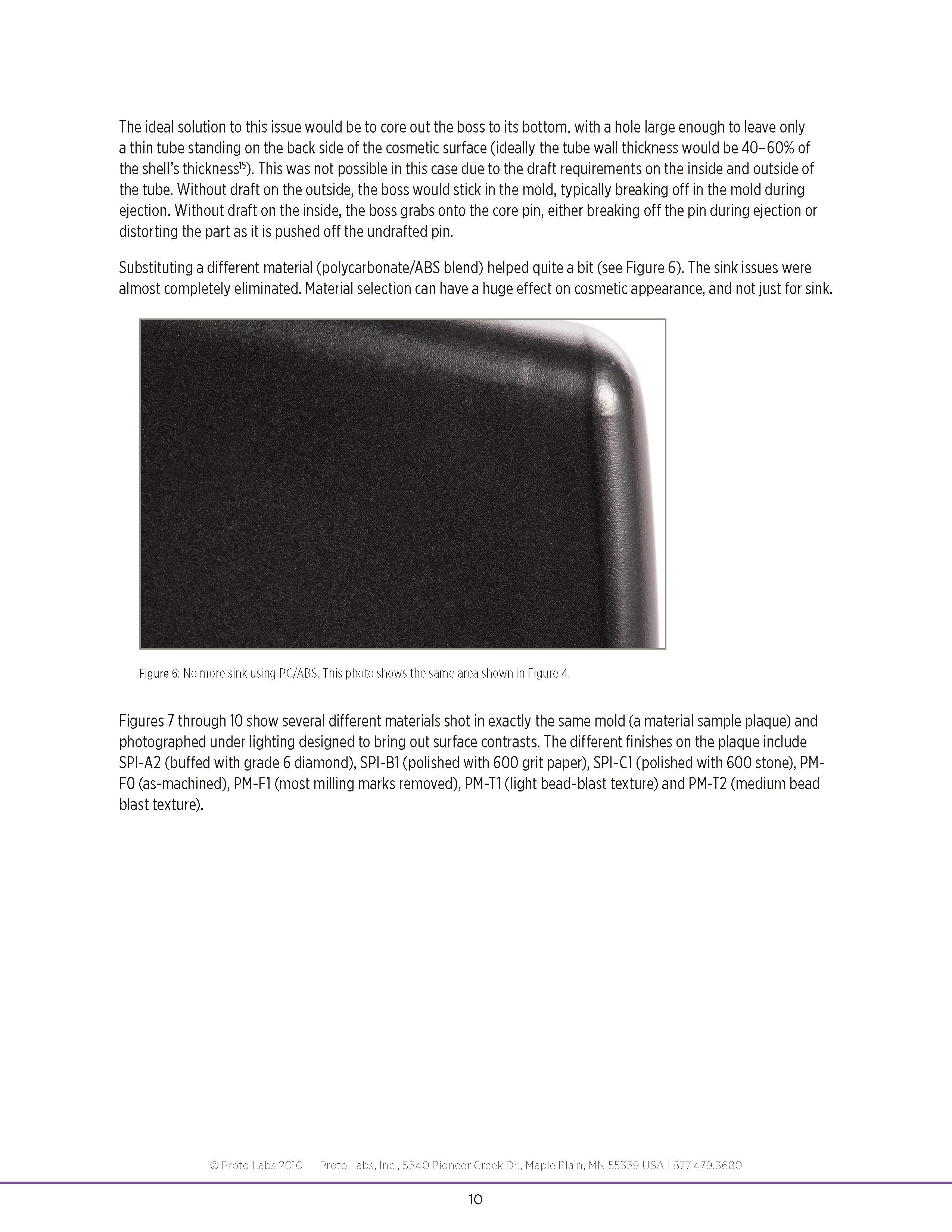
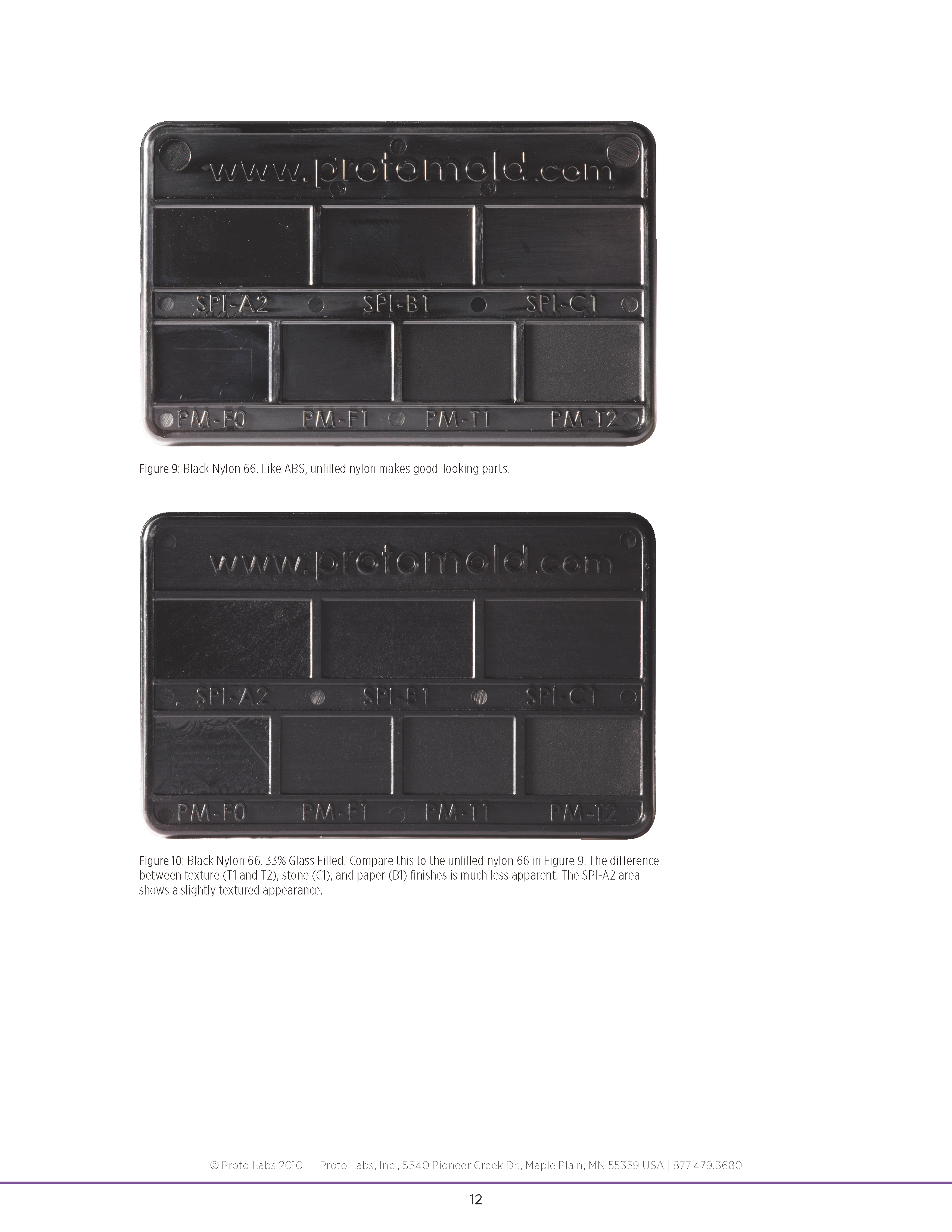
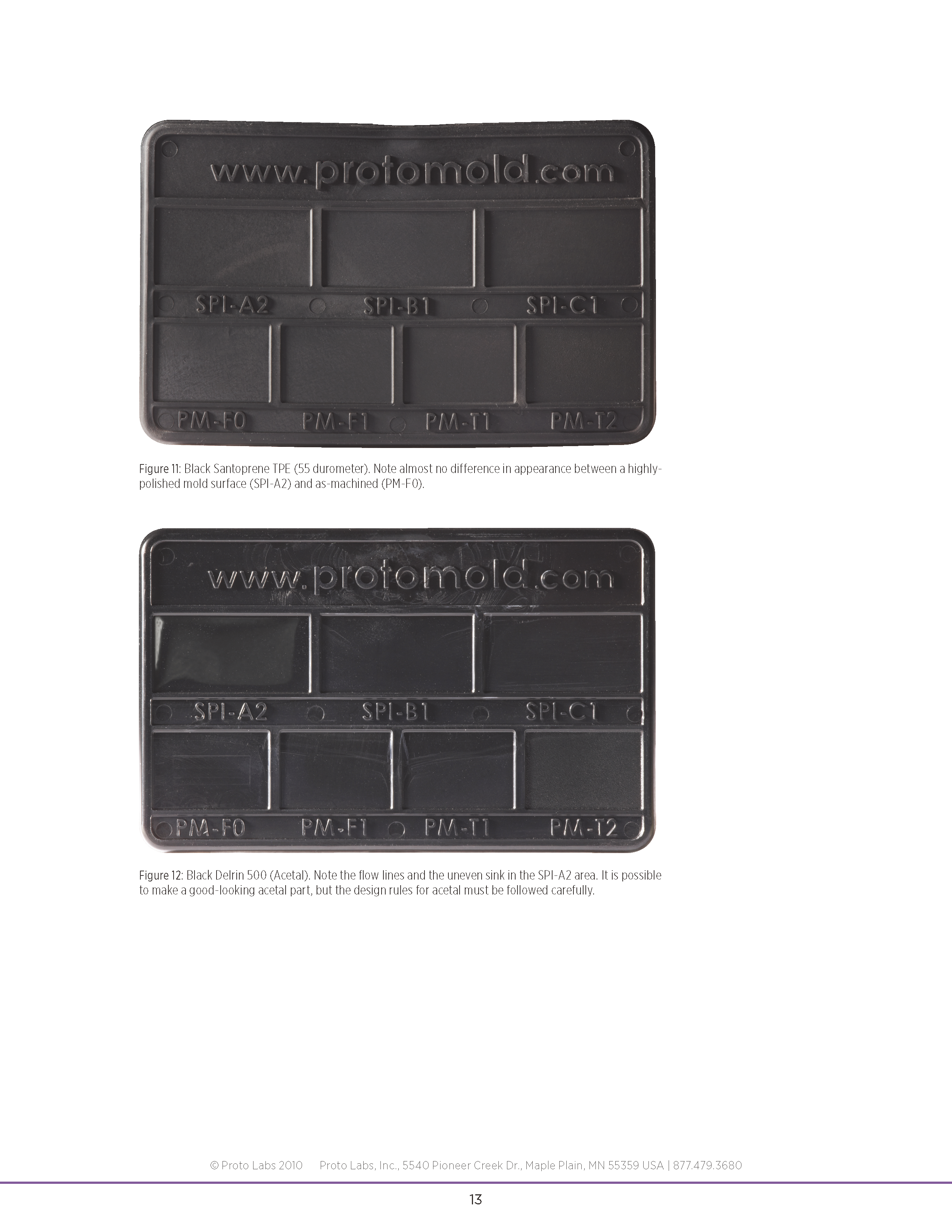
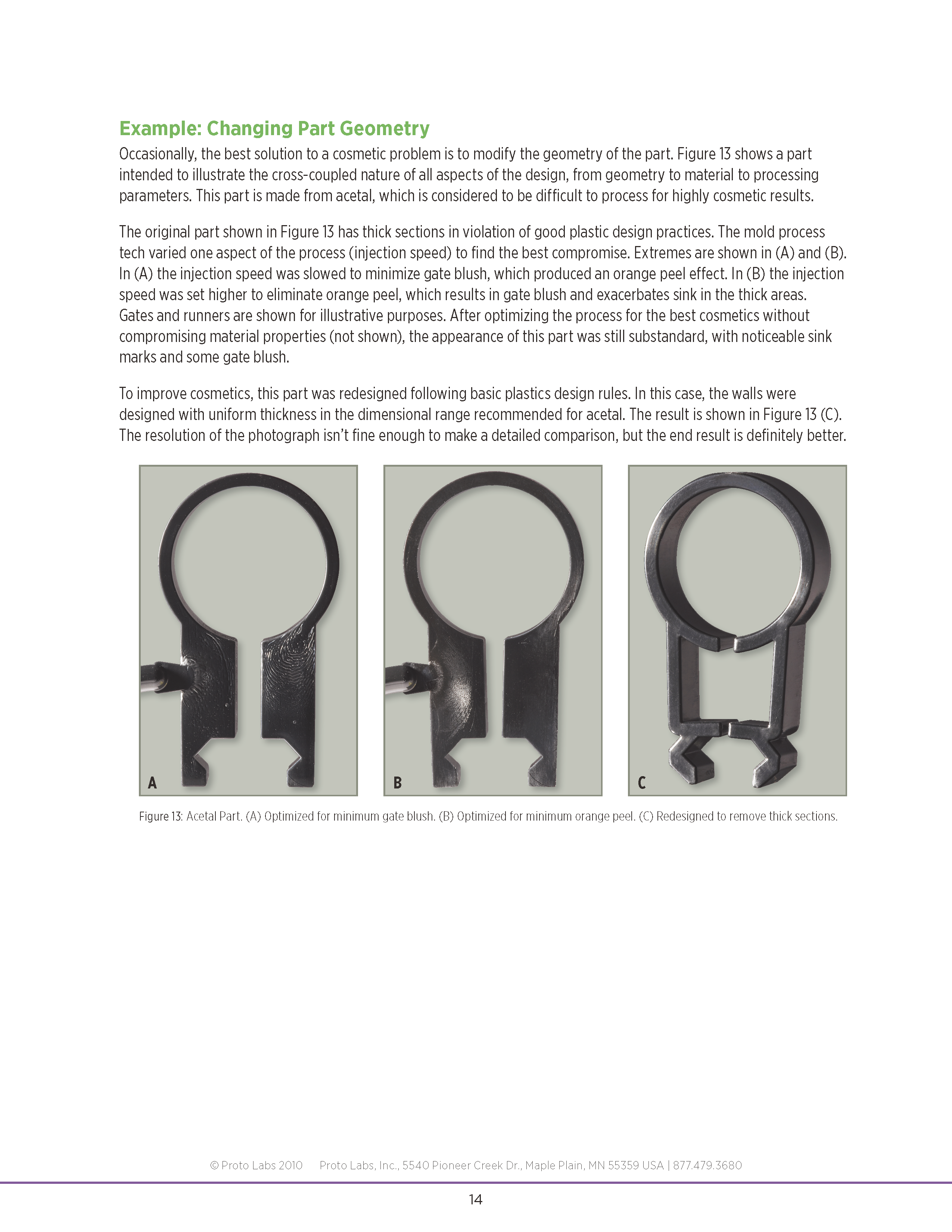
https://nanopdf.com/downloadFile/design-considerations-for-the-cosmetics-of-injection_pdf
nanopdf.com_design-considerations-for-the-cosmetics-of-injection.pdf
8.41MB




| Living Hinge(리빙힌지) (1) | 2024.07.24 |
|---|---|
| 고품질 사출 성형 부품을위한 설계 지침 (0) | 2021.01.31 |
| Mold technology (0) | 2019.09.12 |
| 플라스틱 사출 성형 (0) | 2019.05.23 |
| 사출성형에 있어서 성형불량의 원인과 대책 (0) | 2019.05.23 |
Part features cut into the surface of the mold perpendicular to the parting line require taper or draft to permit proper ejection. This draft allows the part to break free by creating a clearance as soon as the mold starts to open. Since thermoplastics shrink as they cool they grip to cores or male forms in the mold making normal ejection difficult if draft is not included in the design. If careful consideration is given to the amount of draft and shutoff in the mold it is often possible to eliminate side actions and save on tool and maintenance costs.
For untextured surfaces generally a minimum of 0.5 deg draft per side is recommended although there are exceptions when less may be acceptable. Polishing in draw line or using special surface treatments can help achieve this.
For textured sidewalls use an additional 0.4 deg draft per 0.1mm depth of texture.
Draft (A) in mm for various draft angles (B) as a function of molding depth (C).
that some sections may become too heavy.
Try to keep features in the parting line or plane. When a stepped parting line is required allow 7 deg for shutoff. 5 deg should be considered as a minimum. Drag at the shutoff will cause wear over time with the risk that flash will form during molding. More frequent maintenance will be required for this type of tooling if flash free parts are to be produced.
Parting line.
| 고품질 사출 성형 부품을위한 설계 지침 (0) | 2021.01.31 |
|---|---|
| 성형 플라스틱 부품의 설계 고려사항 (0) | 2019.09.12 |
| 플라스틱 사출 성형 (0) | 2019.05.23 |
| 사출성형에 있어서 성형불량의 원인과 대책 (0) | 2019.05.23 |
| 플라스틱의 사출 성형 (0) | 2019.05.21 |
Bill은 플라스틱 사출 성형의 핵심 엔지니어링 원리를 자세히 설명합니다. 그는 역사를 기술하고 프로세스의 복잡한 세부 사항을 밝힙니다. 그는 사출 성형 제품에서 사출 성형으로 생성 된 표식을 어디서 발견 할 수 있는지 보여줍니다.
| 성형 플라스틱 부품의 설계 고려사항 (0) | 2019.09.12 |
|---|---|
| Mold technology (0) | 2019.09.12 |
| 사출성형에 있어서 성형불량의 원인과 대책 (0) | 2019.05.23 |
| 플라스틱의 사출 성형 (0) | 2019.05.21 |
| 사출성형품의 기본 설계요령 (0) | 2019.04.19 |
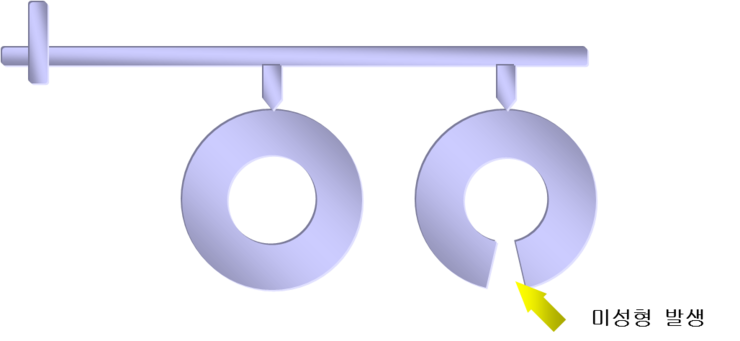
사출 성형에 있어서 성형 불량의 원인은 크게 10가지 정도로 구분될 수 있습니다.
1. 충전 부족 (Short Shot)
2. 흑줄 (Black streak)
3. 크랙 (Crack)
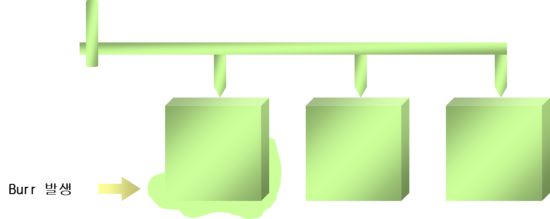
4. 플래시 (Flash, Burr)
5. 플로우 마크 (Flow Mark)
6. 젯팅 (Jetting)
7. 싱크 마크 (Sink Mark)
8. 은줄 (Silver Streak)
9. 휨 / 변형 (Warpage)
10. 웰드 라인 (Weld Line)
다음 10가지의 불량의 원인과 대책에 대하여 포스팅 해보려 합니다.
1. 중전 부족 (Short Shot)
수지가 캐비티에 완전히 충전되지 않고 냉각 고화하는 현상
대책
1) 다수개폐기의 경우 일부가 충전 불량일때
: 게이트 밸런스 불량이므로 게이트 밸런스 보정
2) 수지의 유동성 부족
: 사출온도를 높이거나 사출압력 또는 속도를 높임, 유동성이 높은 수지 선정
3) 사출기 용량에 비해 금형이 큰경우
: 사출기 용량이 큰것으로 교체
4) 금형내 유동저항이 큰경우
: 유동저항을 크게 받는 부분의 직경을 증가시킴
5) 캐비티 내 공기가 빠지지 않음으로써 생기는 경우
: 사출속도를 낮춤으로써 공기가 빠져나갈 시간을 준다.
6) 호퍼에서의 수지 공급 부족
A) 호퍼부의 과열로 호퍼에 Pellet이 붙어 낙하하지 않음
: 호퍼부 온도를 낮추거나 냉각수를 사용, 호퍼부 온도를 떨어뜨린다.
B) 윤활성이 과다한 Pellet으로 스크류가 Pellet을 앞으로 보내지 못함
: 윤활성이 적은 Pellet 사용
2. 흑줄 (Black streak)
성형물에 흑갈색의 흐름 모양이 나타나는 현상
대책
1) 금형 표면에 기름등이 부탁되어 있는 경우
: 금형 표면에 기름, 그리이스가 묻어있거나 이젝터 편에서 기름, 그리이스 등이 나오는 경우로
금형 표면을 깨끗한 상태로 유지하도록 한다.
2) Hot-Runner의 색상 교체 불량인 경우
(Manifold 내에 체류 된 수지가 남아 있어 Gate 부근에 흑줄 발생)
: 기존 수지가 체류되지 않도록 MainFold의 구조변경
3) 수지의 열분해에 의한 경우
: 실린더 내의 체류시간을 적게 하거나 과열을 방지 수지온도를 내리고 사출속도를 느리게 한다.
때때로 퍼징을 하는 것도 좋다.
4) 호퍼 부근의 냉각의 불충분한 경우
(수지가 공급될 때 공기가 같이 들어가면 이 공기에 의해 수지가 타게 되어 발생)
: 호퍼부의 냉각수 양을 늘리고, 호퍼다음의 실린더 온도를 낮춘다.
5) 사출기 손상에 의한 경우
(실린더 배부나 역류방지 밸브 등이 타서 부서진 경우 발생)
: 이 경우 노즐의 조임 부분 등에서 탄 수지가 많이 나오므로 신속한 교체 필요
3. 크랙 (Crack)
성형물 표면에 금이 가는 현상
대책
1) 잔류응력에 의한 경우
: 캐비티 과충전에 의한 경우, 불균일한 살 두께에 의한 경우, 이형 시에 발생하는 경우
인서트 주위에 발생하는 경우, 금형온도 또는 수지 온도가 부적당한 경우
2) 외부 응력에 의한 경우
: 성형품 형상 불량에 의한 응력의 집중, 후 가공 시 외부응력에 의한 경우, 반복 / 진동 하중에
의한 경우, 열팽창 수축에 의한 경우
3) 환경 응력에 의한 경우
: 화학약품에 의한 경우, 열에 의한 경우, 자외선에 의한 경우
4) 금형의 빼기 구배 부족인 경우, 금형면의 연마불량
5)캐비티 과충전에 의한 경우
(가장 많은 압력이 걸리는 게이트 부근에 크랙 발생)
: 수지의 유동성을 높여 낮은 사출압력으로 성형, 실린더 온도를 높이거나 사출속도를 빠르게
한다.
6) 금형 온도가 부적절한 경우
: 금형 온도가 불균일한 경우 냉각차에 의한 응력이 발생한다.
7) 불균일한 제품 두께에 의한 경우
(두꺼운 부분의 냉각이 불충분한 상태에서 취출 시 이젝터 핀 주위에 발생)
: 충분한 냉각시간을 주거나 성형품의 두께가 면하는 부위에 R 또는 테이퍼 처리를 한다.
8) 사출조건에 의해 해결이 불가능한 경우 강도, 분자량이 높은 수지로 재료 변경 필요.
4. 플래시 (Flash, Burr)
금형의 파팅면 등의 틈에 수지가 흘러 정상 성형물보다 면적이 넓어지거나 중량이 늘어나는 것
대책
1) 금형 파팅면 불량에 의한 경우
: 금형 파팅 면의 보수 필요
2) 과도한 사출 압력과 사출속도
(냉각 시 압력이 가장 높은 게이트 부나 런너 부근에 발생)
: 사출 압력과 사출 속도를 낮춘다.
3) 형체압이 부족한 경우
(성형품 투영 면적에 비해 형체력이 작은 경우)
: 높은 형체력을 갖는 사출기로 교체 필요
4) 성형기의 보수 관리가 나쁜 경우
(유지 관리가 불량하면 형체력에 좌우, 상하 불균형이 생겨 발생)
: 주기적으로 성형기 점검이 필요
5. 플로우 마크 (Flow Mark)
대책
1) 게이트 부가 필요이상으로 냉각되는 경우
(수지 온도 저하가 현저해 지고 고점도가 된다.)
: 금형 파팅면의 보수 필요
2) 수지 점도가 높은 경우
(수지 점도가 너무 높으면 충분한 사출압력을 전달 할 수 없다.)
: 수지 온도와 금형 온도를 높이고 사출 속도를 빠르게 함으로써 수지 점도의 증가를 막는다.
3) 금형 온도가 낮은 경우
(수지, 냉각이 빠르게 일어나 수지 점도가 급격히 증가한다.)
: 금형 온도 제어기를 이용하여 적절한 온도로 금형 온도를 유지한다.
4) 사출 속도가 느린경우
(캐비티 충진 속도가 늦어진다.)
: 금형온도, 수지온도를 높여서 늦은 사출 속도로 인하여 충진 도종 수지가 빼앗기는 열량을
보충한다.
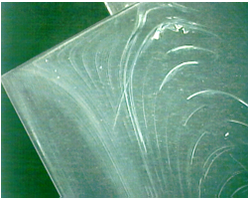
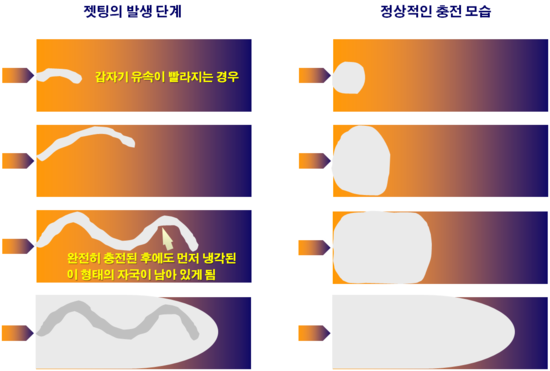
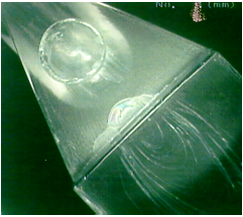
6. 젯팅 (Jetting)
성형물 표면에 케이트로 부터 리본 모양의 흐름자국
대책
1) 게이트 구조불량
(게이트가 작거나 얇은 부분에서 사출된 수지의 유속이 갑자기 빨라져 발생)
: 게이트의 단면적을 넓힌다. 게이트 단면적 X 유속 = 사출량 게이트의 가로와 세로비는
1:3~1:2가 적당하다
2) 콜드 슬러그 웰이 작거나 없는 경우
(노즐 통과 시 냉각된 수지가 런너에서 다시 냉각되어 캐비티에 사출되어 그대로 냉각되며 발생)
: 콜드 슬러그 웰을 만들거나 너무 작은 경우 크기를 크게한다.
3) 금형 온도가 낮은 경우
(금형 내에서 수지가 급냉되어 발생)
: 금형온도는 사용 수지의 열변형 온도보다 20℃ 정도 낮은 온도가 적당하다.
4) 수지점도가 높은 경우
(수지 점도에 비해 사출온도가 낮은 경우)
: 노즐 부분의 온도를 높인다.
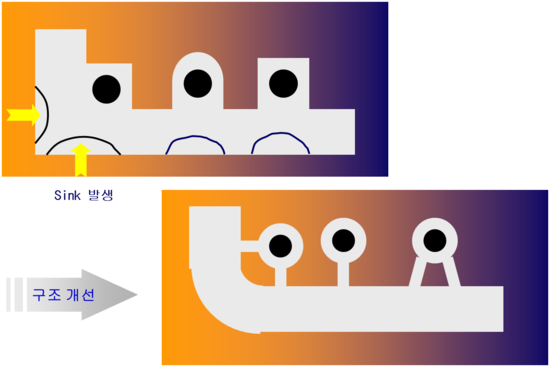
7. 싱크 마크 (Sink Mark)
제품의 두꺼운 부분이나 리브(Rib), 보스(Boss) 등의 외츠면이 불충분한 냉각에 의해 안쪽으로 빨려
들어오는 현상
대책
1) 스프루, 런너, 게이트가 작은경우
(냉각 고화가 빨리 일어나 압력강하가 커지고 캐비티 내에 압력을 충분히 전달 할 수 없다.)
: 압력 전달이 충분히 될 수 있도록 케이트, 런너의 크기를 크게 한다.
2) 금형 온도가 부적절한 경우
(성형품의 두께가 두꺼운 부분이나 리브 부분은 다른 부분에 비해 냉각이 늦으므로 안으로 함몰됨)
: 리브 부분이 충분히 냉각될 수 있도록 구조를 조절한다.
3) 사출조건상의 원인
A) 사출압이 낮은 경우
: 사출압을 증가시킨다.
B) 사출압 유지 시간이 짧은 경우
: 수지의 열 수축이나 역류가 일어나지 않도록 보압 유지 시간을 길게 한다.
C) 쿠션량이 부적절한 경우
: 쿠션량이 너무 적으면 압력이 전달되지 않으며, 너무 많은 경우에는 압력이 실린더 전부에
있는 수지에 흡수되어 버리므로 적절한 양을 유지한다. (3 ~ 5 mm)
8. 은줄 (Silver Streak)
재료의 유동방향으로 은백색의 줄이 생기는 현상
대책
1) 게이트 구조불량
(게이트가 작거나 얇은 부분에서 사출된 수지의 유속이 갑자기 빨라지고 압력이 높아져 수지가
분해를 일으키며 발생)
: 엔지니어링 플라스틱의 주요 발생원인 게이트의 단면적을 넓힌다.
2) 금형 표면 불량
(표면의 수분, 유분, 이형제 등이 용융수지 열에 의해 증발하여 가스가 되어 성형품에 발생)
: 금형 표면을 알코올, 용제 등으로 청소
3) 사출압이 높거나 속도가 빠른 경우
(급격한 살 두께의 변화가 있을 때 유동 중 압축된 수지가 급격히 감압되어 팽창하면서 휘발분이
가스화 되었다가 금형면과 접촉 시 액화 되면서 발생)
: 사출압을 낮추고 속도를 느리게 하여 휘발 가스가 충분히 배기 되도록 한다
4) 수지온도, 금형온도가 너무 낮은 경우
(수지의 냉각 고화가 빨라서 배기가 불충분하기 때문에 발생
: 수지와 금형 온도를 높여 냉각 고화를 느리게 한다
5) 수지의 열분해에 의한 경우
(수지 자체 또는 안정제,안료 등 첨가제가 분해되어 발생)
: 불균일한 가소화나 체류에 의해 발생하므로 성형기 최대사출용량의 30 ~ 60% 범위에서
조작되도록 한다
6) 스크류 내에 공기가 혼입된 경우
: 배압이 없는 경우 혼입되기 쉽다 호퍼 하부의 냉각을 충분히 하고 실린더 후부 온도와 스크류
회전 수를 내린다 SUCK BACK 양을 줄인다
7) 수지의 수분 및 휘발분에 의한 경우
: 성형 전 충분한 건조로 수분이나 휘발분 제거 장마 때와 같이 공기 중에 수분이 높은 경우
호퍼에 수분이 맺혀 발생하기 쉽다
8) 재생 수지 사용에 의한 경우
(불균일한 형태의 재료가 혼입될 때 재료 사이의 공극으로 공기가 혼입)
: 재생 수지를 사용할 경우 입자 크기를 균일하게 한다
9. 휨 / 변형 (Warpage)
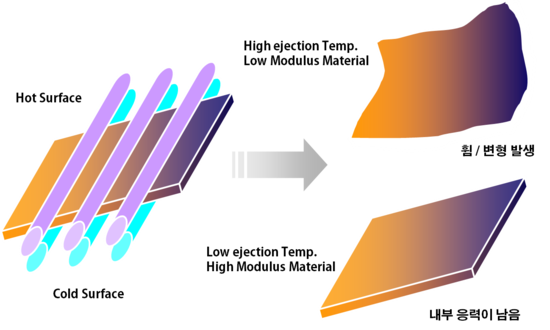
대책
1) 냉각이 불균일한 경우
(성형품 부분간 냉각속도가 다를 때 발생 빨리 냉각되는 곳은 수축이 작고 늦게 냉각되는 곳은
수축이 크므로 발생)
: 같은 속도로 냉각이 되도록 냉각라인 설치 게이트에서 멀 수록 수지온도가 낮아지므로
냉각 라인은 게이트 부근에서 먼 곳으로 향하게 한다
2) 부적절한 게이트
(게이트 위치가 부적절하여 캐비티 내의 충전시간에 차이가 큰 경우)
: 게이트 위치 변경 먼저 충전된 부분과 나중에 충전된 부분의 수축율이 틀려서 발생
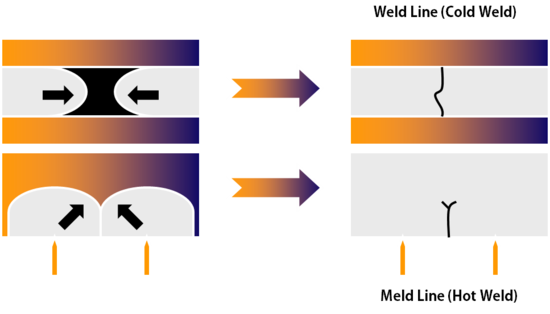
10. 웰드 라인 (Weld Line)
캐비티내에서 2개 이상의 분류된 흐름이 다시 합류할 때완전히 융합되지 않고 실모양의 가는 선으로
나타나는 현상
대책
1) 런너, 게이트가 너무 작을 경ㅇ우
: 수지가 금형에 충전될 때 유동저항이 커서 유동성이 떨어지게 되므로 크기를 크게한다.
2) 게이트에서 웰드부까지의 거리가 긴 경우
: 수지의 온도 저하가 크게 되므로 게이트를 추가하거나 위치를 변경한다.
3) 가스 빼기 불량인 경우
(사출된 용융 수지는 금형 캐비티 내의 공기를 밀어내면서 충전되는데 충분한 가스 빼기가 되지
않으면 이 가스가 웰드부에 위치하게 된다)
: 이젝터 핀과 이젝터 핀 구멍의 틈새를 이용하거나 파팅 라인에 Air Vent를 설치하여 충분한
가스 빼기를 해 준다
4) 수지 온도나 금형 온도가 낮은 경우
(수지 점도가 높아져 유동성이 떨어지므로웰드라인이 심해지게 된다)
: 수지나 금형 온도를 높여서 유동성을 좋게 한다
5) 사출속도가 느린 경우
(수지 유입 속도가 늦어져 융합 시 온도가 낮게 되므로 웰드 부에서의 융합이 불완전하게 된다)
: 사출 속도를 빠르게 해 수지가 충분히 융합이 가능한 온도에서 만나게 한다
| 성형 플라스틱 부품의 설계 고려사항 (0) | 2019.09.12 |
|---|---|
| Mold technology (0) | 2019.09.12 |
| 플라스틱 사출 성형 (0) | 2019.05.23 |
| 플라스틱의 사출 성형 (0) | 2019.05.21 |
| 사출성형품의 기본 설계요령 (0) | 2019.04.19 |
designing-plastic-products-injection-moulding.pdf
3.89MB
http://www.dsource.in/course/designing-plastic-products-injection-moulding
D'source Design Course on Designing of Plastic Products for Injection Moulding
www.dsource.in
재료 및 제조 공정에 대한 적절한 지식은 설계자가 응용 분야에 따라 최상의 재료를 선택하는 데 도움이됩니다. 이 지식은 설계자가 혁신적인 방법으로 재료를 사용하여 설계 문제를 해결할 때 가장 중요한 역할을합니다. 훌륭한 설계자는 재료가 제품의 미학에 영향을 줄뿐만 아니라 제조 비용을 결정하기 때문에 항상 설계 단계에서 재료의 한계와 제약을 고려합니다.
이 과정은 플라스틱에 초점을 맞출 것이다. 그들은 고 분자량의 유기 고분자입니다. 제조 용이성, 다양성 및 물에 대한 불 투과성과 같은 특성으로 인해 장난감 산업에서부터 우주 탐사에 이르기까지 다양한 응용 분야가 있습니다. 플라스틱은 금속과 같은 다른 재료에 비해 다양하고 복잡합니다. 시간이 지남에 따라 그들은 줄어들고 오싹해진다. 온도 변화에 따라 물성이 변합니다.
플라스틱의 종류
플라스틱은 열가소성 수지와 열경화성 수지로 분류 할 수 있습니다. 추가 열가소성 수지는 반 결정질, 비정질 및 엘라스토머로 분류됩니다.
| 성형 플라스틱 부품의 설계 고려사항 (0) | 2019.09.12 |
|---|---|
| Mold technology (0) | 2019.09.12 |
| 플라스틱 사출 성형 (0) | 2019.05.23 |
| 사출성형에 있어서 성형불량의 원인과 대책 (0) | 2019.05.23 |
| 사출성형품의 기본 설계요령 (0) | 2019.04.19 |
V-Ray 3.6.3 This plugin is one of the most practical plug-ins for Terry DX, which uses this software without the need to know a lot about how to operate the renderer engine, you can scan very interesting and beautiful rendering. With the installation of Vray, various elements and elements are added to Max’s environment. The Vray’s geometric objects, the materials and tissues in it, the camera, the shaders, and most importantly the rendering header, with its settings, allows you to control the kidneys. Provides the parameters of the scene. This collection comes with the latest version of the Phoenix Plugin for Max. Stay tuned with software
Latest version:Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2013Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2014Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2015Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2016Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2017Download Vray 3.6.3 and Phoneix 3.04.00 for Max 2018
| 타이플로우(tyFlow) Bata 다운로드 링크 (2) | 2019.05.13 |
|---|---|
| V-RAY(브이 레이) NEXT FOR 3DS MAX 다운로드 링크 (0) | 2019.05.09 |
다운로드 링크 : http://docs.tyflow.com/download/
Download :: tyFlow Documentation
Download tyFlow Beta The beta version of tyFlow is open to everyone. The purpose of the beta is to get feedback from users prior to the official release of tyFlow, in order to improve its core features and increase its overall stability. The beta version o
docs.tyflow.com
| V-Ray 3.60.03 plugin, Phoenix FD 3.04.00 for 3ds max 2013-2018 (0) | 2019.05.13 |
|---|---|
| V-RAY(브이 레이) NEXT FOR 3DS MAX 다운로드 링크 (0) | 2019.05.09 |
[Max 플러그인] Chaos Group V-Ray Next v4.1002 for 3ds Max 2013-2019 Win x64
V-Ray Next Scene Intelligence delivers faster ray tracing, cleaner sampling and more accurate rendering. That means you work smarter –not harder – by automating steps that used to take up valuable time.
KEY FEATURES:
NEW — Powerful Scene Intelligence
Automatically analyzes your scene to optimize rendering so you get the best quality in less time.
NEW — 2X FASTER GPU RENDERING
Fast new GPU rendering architecture with support for more of your favorite high-end production features.
NEW — NVIDIA AI Denoiser
Instantly remove noise while rendering. Based on AI-accelerated denoising technology by NVIDIA.
Powerful GPU + CPU rendering
V-Ray GPU renders on CPUs as well as NVIDIA GPUs, to take full advantage of all available hardware.
Highly-optimized adaptive ray tracing
Render professional-quality, photorealistic images and animation with adaptive ray tracing technology.
V-Ray IPR
Fully interactive production rendering.
V-Ray Denoiser
Automatically remove noise and cut render times by up to 50%.
Resumable Rendering
Stop your render at any point and pick up where you left off.
https://www.chaosgroup.com/vray/3ds-max
| V-Ray 3.60.03 plugin, Phoenix FD 3.04.00 for 3ds max 2013-2018 (0) | 2019.05.13 |
|---|---|
| 타이플로우(tyFlow) Bata 다운로드 링크 (2) | 2019.05.13 |
우리 고객은 비용 절감 방법을 끊임없이 찾고 있습니다. 스크류, 글루 또는 용접과 같이 비용을 많이들이는 연결 기술과 시간을 제거하기위한 옵션이 종종 고려됩니다. 이 연결의 대안은 클릭 연결입니다. 스냅 연결은 알루미늄 프로파일의 탄성을 이용하고 두 개 이상의 알루미늄 압출 프로파일의 빠른 연결을 형성합니다. 제대로 작동하는 클릭 연결을 실현하기 위해 다음 질문 6 개를 준비했습니다.
1. 영구 또는 이동식 클릭 연결이되어야합니까?
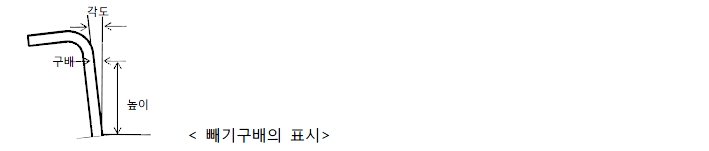
열 수있는 스냅 연결은 일반적으로 각도 B가 45 °에서 60 ° 사이입니다. 영구 연결의 경우 B = 0 ° 또는 심지어 음수입니다.
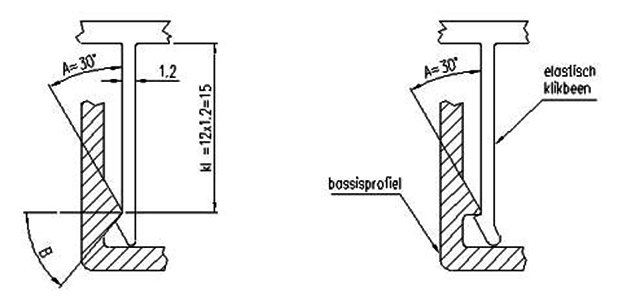
2. 사용 가능한 공간은 얼마나됩니까?
'Klipsbeen'은 바운스 할 수있는 길이가 필요합니다. 따라서 탄성 변형은 변형시 재료의 탄성 범위 내에 남아있는 충분한 길이로 구성되어야합니다.
엄지 법칙 : 클립 다리의 길이는 벽 두께보다 12 배 이상 길고 길이가 길수록 좋습니다.
클립 다리의 원하는 길이에 사용할 수있는 공간이 충분하지 않은 경우 클립 다리의 시작 부분 (가장 큰 순간의 위치)에서 더 얇은 벽 두께 및 / 또는 홈을 통해 더 많은 신축성을 생성 할 수 있습니다.
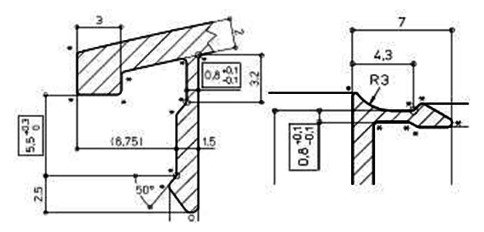
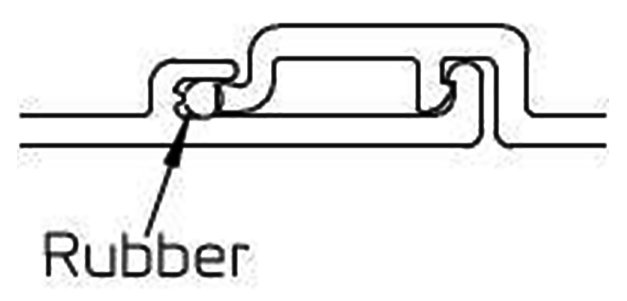
이것의 단점은 압출 속도가 급격히 떨어지기 때문에 프로파일의 압축성과 생산성이 감소되어 알루미늄 프로파일의 원가에 부정적인 결과를 초래한다는 것입니다. 사용 가능한 공간이 거의 없다면 더 많은 탄력성을 만드는 또 다른 대안은 고무 나 플라스틱과 같은 다른 재질로 만들어진 여분의 부품을 사용하여 탄력성을 높이는 것입니다.
3. 힌지 연결로 연결하거나 클릭을 똑바로 밀어 넣어야합니까?
힌지 연결은 변형이 양쪽 다리에 의해 흡수되고 절벽 높이가 한쪽면에서만 극복되어야 프로파일이보다 쉽게 제자리에 들어갈 수 있다는 이점이 있습니다. 하나의 선택이 있다면 힌지 연결이 선호됩니다.
4. 클릭을 수동으로 수행해야합니까, 아니면 기계적으로 수행해야합니까?
많은 경우에, 손으로 스냅 연결부를 쉽게 장착 및 분해 할 수있는 것이 바람직하다. 그러나, 예를 들어, 클릭 연결이 기물 파손의 영향을 받기 쉬운 공용 공간 애플리케이션에서, 연결은 기계 보조 장치로만 분해 될 수있는 경우와 같이 때때로 바람직합니다. 기계 보조기구로 해체하는 동안 더 큰 힘이 가해 져야하는 더 견고한 연결을 실현하는 것이 필요합니다. 기능적인 관점에서 볼 때 연결에 큰 힘이 가해지더라도 연결은보다 견고하게 만들어야하며 기계 보조기구로 실현되어야하므로보다 견고하게 구성됩니다.
5. 어떤 종류의 표면 처리가 프로파일에 제공됩니까?
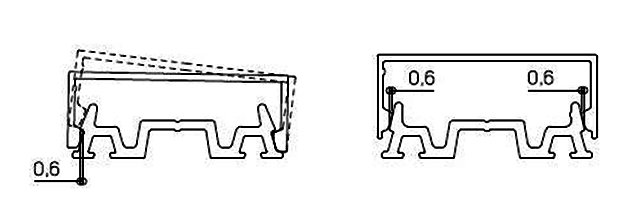
프로파일은 양극 산화 처리 동안 표면적 당 층 두께가 +/- 0.025 mm이고 분체 코팅 중 표면적 당 층 두께가 +/- 0.05-0.1 mm이기 때문에 매우 중요합니다. 따라서 구조 치수를 지정할 때이 점을 고려해야합니다. 두 가지 프로파일이 모두 양극 처리되고 분말 코팅 된 구조는 특별한주의가 필요합니다. 처리되지 않은 표면은 바람직하지 않습니다. 잔인한 알루미늄이 압력에 의해 서로 마찰되면 흠집이 생기고 클립을 막을 수 있습니다. 따라서 두 가지 프로파일 중 하나를 보호하기 위해 양극 산화 처리하거나 적절한 윤활제를 사용하는 것이 좋습니다.
6. 나중에 연결에 가장 짧거나 가장 긴 길이는 얼마입니까?
클릭 연결은 예를 들어 6 미터 이상의 긴 부분에서도 가능합니다. 힘이 더 잘 분산되기 때문에 더 긴 부품은 사전 인장력을 덜 필요로합니다. 놓으려면 한 쪽을 클릭 한 다음 세로 방향으로 계속하십시오. 짧은 부품의 경우, 더 큰 예비 응력이 실현되어야 프로파일이 종 방향으로 너무 쉽게 미끄러지지 않습니다.
클릭 연결은 알루미늄 프로파일의 설계 단계에서 고려해야 할 요소 중 하나 일뿐입니다. 이 프로세스를보다 쉽게 수행 할 수 있도록 도와 주므로 최고의 디자인을 실현할 수 있습니다. 이러한 요소들을 가이드로 묶었습니다.
| 조인트 설계 방법 (0) | 2021.05.06 |
|---|---|
| O-링 설계 및 조립 방법 (0) | 2021.02.09 |
| 초음파 조인트 설계 (0) | 2021.01.31 |
| 플라스틱의 종류와 특성 (0) | 2020.06.17 |
KeyShot(키샷) 현실적인 렌더링 영상입니다.
| KeyShot(키샷) 투명 빛 산란 렌더링 방법 (0) | 2019.04.23 |
|---|---|
| KeyShot(키샷)의 새로운 PANTONE® 색상 (0) | 2019.04.17 |
| KeyShot(키샷) 재료 연구: 거북이 조개 유리 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
KeyShot(키샷) 투명 빛 산란 렌더링 방법 영상입니다.
| KeyShot(키샷) 현실적인 렌더링 (0) | 2019.04.25 |
|---|---|
| KeyShot(키샷)의 새로운 PANTONE® 색상 (0) | 2019.04.17 |
| KeyShot(키샷) 재료 연구: 거북이 조개 유리 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
1. 파팅라인(Parting Line)의결정
- 파팅라인 설계
a. 금형의 열림 방향에 수직으로 한다.
b. 파팅면은 평면이 가장 좋으나 금형 가공상 경사로 하는 것이 쉬울때는 경사면 또는 곡면으로 한다.
c. 파팅라인면 바로 윗부분에 단을 주는 방식을 택하면 거스러미발생시제거를 쉽게 할 수 있다.
d. 제품외관에 파팅라인이 잘 나타나지 않도록 한다.
e. 성형품의 양단에 언더컷이 있는 경우에는 세로 분활의 파팅라인을 택한다.
f. 단이 이어진 제품은 가급적 파팅라인을 직선으로 설계한다.
g. 빼기 구배를 고려하여 성형품이 가동측이나 고정측 한쪽에서 성형이되도록 파팅라인을 선택
(제품은 금형을불리시 가동측 에 붙도록 정한다.)
2.성형품의 형상 설계
- 살두께 결정
a. 수지의 살두께 범위

b. 성형품의 강도를 보강할 필요가 있는 경우는 리브나 보스를 설치하는것이 좋다.
c. 전 제품에 걸쳐 가능한 균일한 살두께를 유지하도록 하는 것이다.
d. 한 부품내에서 서로 다른 살두께가 균일하게 되지 않으면 경사로 연결한다.
e. 상자 모양 또는 용기 모양의 성형품은 밑바닥은 두껍게 하고 측벽은서서히 감소되도록 한다.
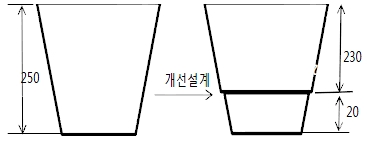
- 빼기 구배 (Taper and draftangle)
∙ 금형을 열고 성형품을 취출할 때 성형제품을 변형없이 취출하기 위해파팅면에 수직한 제품면에 빼기구배를 준다.
∙ 일반적으로 빼기구배는1/30~1/30(2~1º)가적당하지만 실용 최소 한도는 1/120(1/2º)로 한다.
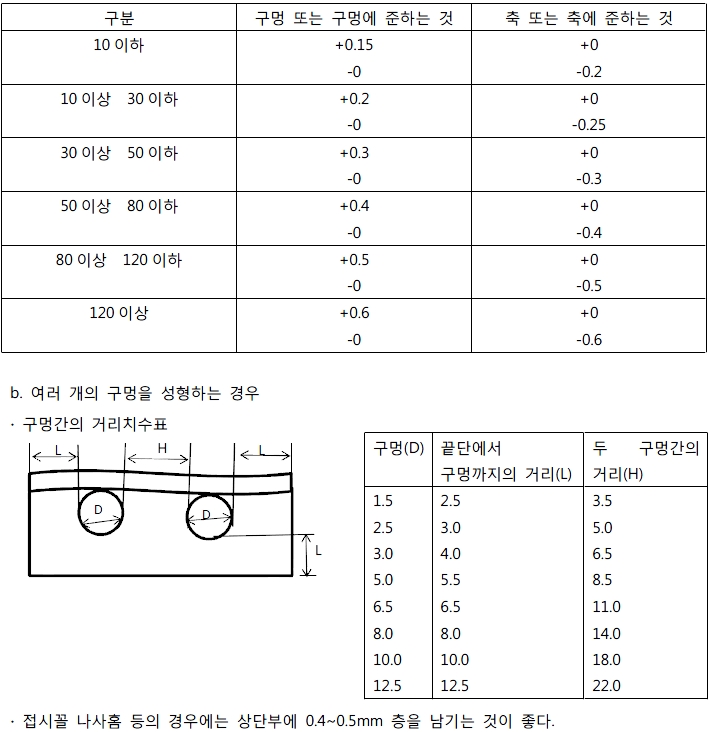
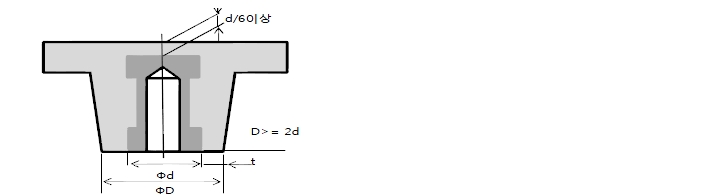
3. 구멍(hole)의 설계
a. 구멍 설계
∙ 구멍과 구멍의 피치는 구멍지름의2배 이상이 되도록 한다.
∙ 구멍과 성형품 가장자리와의 거리는 구멍에 하중이 작용할 땐 구멍지름의 3배 이상, 하중이 작용하지않을 땐 구멍지름의
1.5배 정도 를 띄우도록 한다.
∙ 2개의 코어 핀이 제품의 중간에서 만나서 관통구멍을 형성해야 될 경우한쪽 코어의 지름이 다른 쪽 보다 지름 D=d+0.5 이상
(0.4~0.7mm정도) 크게 한다.
∙ 성형재료가 흐르는 방향에 수직인 구멍에 코어핀을 설치할 경우, 구멍의 크기가 Φ1.5mm이하인 경우 깊이는 구멍의 직경
을 넘지 않고 Φ3mm보다 클 경우는 직경의 두배보다 작게 한다.
< 구멍 및 축에 대한 성형품 공차>
4. 성형품의 변형방지와 보강설계
a. 모서리의 R붙이기 – 대부분 최소0.5~0.7mm의 R을허용한다. 제품설계시 최소 R을 적용
b. 모서리의 실제적인 설계
∙ 내부 모서리 – 성형품두께의 1/2배
∙ 외부 모서리 – 성형품뚜께의 1.5배
∙ 성형품의 기능상 모서리 R을 크게 할 수 없는 경우라도 0.3R이상은 필요.
c. 리브의 설치
∙ 성형품에 리브를 붙여서 강성이나 강도를 증가시킴으로 두께를 두껍게한 것과 동일 효과를 갖게 하는것
∙ 큰 형상의 리브를 적게 붙이는 것 보다 적은 형상의 리브를 여러개 붙이는 것이 좋다.
∙ 리브의 방향은 금형안에서 수지의 흐름 방향과 같은 방향으로 설치.
∙ 리브의 두께는 S=(0.5~0.7)xT, 기계가공이 곤란한 경우 S=(0.8~0.9)xT로 하고 테이퍼는 5º 정도
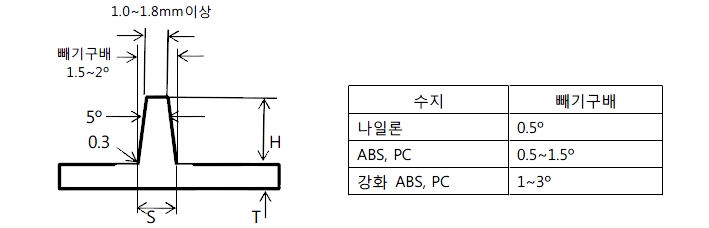
∙ 리브의 피치는 살두께의 4배이상
∙ 리브와 설치표면의 R=리브의두께/4
d. 리브의 설계
∙ 리브의 높이 H=1.5~3 x T
∙ 빼기구배 0.5~5º 범위
e. 보스(Boss)
∙ 보스의 높이는 지름의 2배이하로 하고 빼기구배는 2º이하가 적당하다.
∙ 외경은 내경의 2배가되도록 설계, 보스의 살두께는 0.5~0.7xT로 하고 4T이하의 리브 사용.
∙ 보스하단코너 부위에 0.25T 정도의 R을 준다.
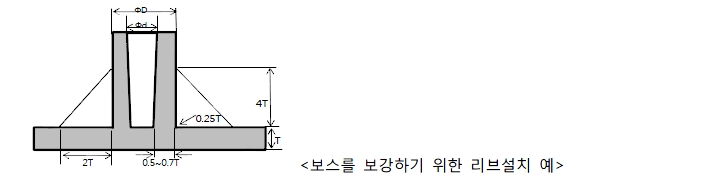
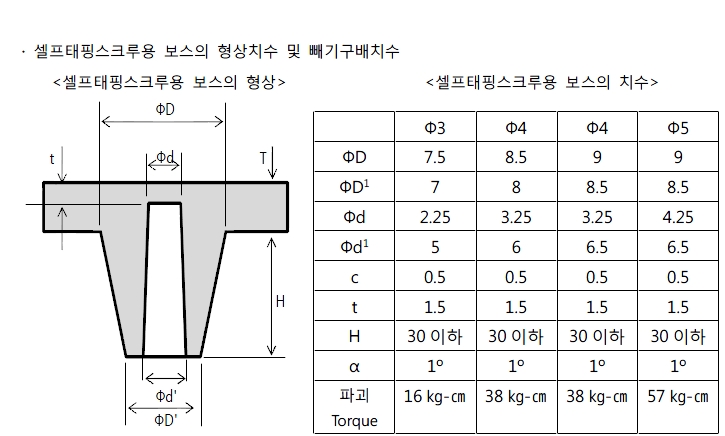
∙ 빼기구배 : 1/30, 1/20
∙ 보스의 안지름은 원활한 체결을 위해 일반적으로 나사외경보다 0.3~0.5mm 적게 한다.
∙ 금속인서트를 삽입하여 성형할 경우,보스의 살두께는 인서트물의 외경의 50%~70%로 유지한다.
f. 인서트(Insert)설계
∙ 인서트 밑부분의 성형품 두께가 너무 얇으면 플로마크가 생기고,너무 두터우면 싱크마크가 생김.
∙ 밑부분의 두게는 인서트 직경의1/6의 간격 유지.
∙ 인서트부위의외경은 인서트물 직경의 2배 이상
∙ 볼트나 나사를 인서트하는 경우에는 나사부가 재료에 들어가지 않도록하고 성형품 표면보다 약간 튀어나오게 한다.
g. 문자의 치수
∙ 양각으로 만들 때가 금형가공하기 쉽고 금형비도 적게든다.
∙ 폭 : 0.5mm이상
∙ 구배 : 10~15º정도
5. 금형 제작을 고려한 성형품 설계
a. 대칭 설계
b. 가공성을 고려해 원형위주로 설계
c. 캐비티 분할 및 인서트(Insert)를고려한 성형품 설계
| 성형 플라스틱 부품의 설계 고려사항 (0) | 2019.09.12 |
|---|---|
| Mold technology (0) | 2019.09.12 |
| 플라스틱 사출 성형 (0) | 2019.05.23 |
| 사출성형에 있어서 성형불량의 원인과 대책 (0) | 2019.05.23 |
| 플라스틱의 사출 성형 (0) | 2019.05.21 |
박윤제&구송이 디자이너 | 오세븐 스튜디오
• 수작업 이미지 벡터화 하기(ft.라이브트레이스)
• 브러쉬와 펜툴을 이용하여 일러스트 그리기
• 레이어 분리로 최적화된 작업 환경 구축하기
• 패키지의 레이아웃 구성과 이펙트 적용 팁
• 최종 디자인에 효율적으로 컬러 베리에이션하기
KeyShot(키샷)의 새로운 PANTONE® 색상 영상입니다.
| KeyShot(키샷) 현실적인 렌더링 (0) | 2019.04.25 |
|---|---|
| KeyShot(키샷) 투명 빛 산란 렌더링 방법 (0) | 2019.04.23 |
| KeyShot(키샷) 재료 연구: 거북이 조개 유리 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
SolidWorks(솔리드웍스) 판금 도구로 패키지디자인 방법 영상입니다.
Alias(알리아스)기본 사항: 내 별칭 워크플로우 영상입니다.
KeyShot(키샷) 재료 연구: 거북이 조개 유리 영상입니다.
| KeyShot(키샷) 투명 빛 산란 렌더링 방법 (0) | 2019.04.23 |
|---|---|
| KeyShot(키샷)의 새로운 PANTONE® 색상 (0) | 2019.04.17 |
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 스테인드 플라스틱 (0) | 2019.03.23 |
KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 영상입니다.
| KeyShot(키샷)의 새로운 PANTONE® 색상 (0) | 2019.04.17 |
|---|---|
| KeyShot(키샷) 재료 연구: 거북이 조개 유리 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 스테인드 플라스틱 (0) | 2019.03.23 |
| KeyShot(키샷) 사용자 지정 시작 장면 저장 및 시간 절약 (0) | 2019.03.23 |
KeyShot(키샷) + 포토샵 작업 영상입니다.
| KeyShot(키샷) 조명 연구: HDRI와 영역 조명이 결합됨 (0) | 2019.03.23 |
|---|

KeyShot(키샷) 조명 연구: HDRI와 영역 조명이 결합됨 영상입니다.
| KeyShot(키샷) + 포토샵 (0) | 2019.03.23 |
|---|
KeyShot(키샷) 재료 연구: 상세 금속 영상입니다.
| KeyShot(키샷) 재료 연구: 거북이 조개 유리 (0) | 2019.03.23 |
|---|---|
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 스테인드 플라스틱 (0) | 2019.03.23 |
| KeyShot(키샷) 사용자 지정 시작 장면 저장 및 시간 절약 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 영역 조명과 HDRI 환경의 시각적 차이 (0) | 2019.03.23 |
KeyShot(키샷) 재료 연구: 스테인드 플라스틱 영상입니다.
| KeyShot(키샷) 조명 연구: 스폿라이트 및 산란 매체를 이용한 형체 조명 (0) | 2019.03.23 |
|---|---|
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
| KeyShot(키샷) 사용자 지정 시작 장면 저장 및 시간 절약 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 영역 조명과 HDRI 환경의 시각적 차이 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 그래프에서 색상과 숫자 노드 모두 이해 (0) | 2019.03.23 |
KeyShot(키샷) 사용자 지정 시작 장면 저장 및 시간 절약 영상입니다.
| KeyShot(키샷) 재료 연구: 상세 금속 (0) | 2019.03.23 |
|---|---|
| KeyShot(키샷) 재료 연구: 스테인드 플라스틱 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 영역 조명과 HDRI 환경의 시각적 차이 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 그래프에서 색상과 숫자 노드 모두 이해 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 컬러풀 실루엣 조명 (0) | 2019.03.23 |
KeyShot(키샷) 조명 연구: 영역 조명과 HDRI 환경의 시각적 차이 영상입니다.
| KeyShot(키샷) 재료 연구: 스테인드 플라스틱 (0) | 2019.03.23 |
|---|---|
| KeyShot(키샷) 사용자 지정 시작 장면 저장 및 시간 절약 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 그래프에서 색상과 숫자 노드 모두 이해 (0) | 2019.03.23 |
| KeyShot(키샷) 조명 연구: 컬러풀 실루엣 조명 (0) | 2019.03.23 |
| KeyShot(키샷) 재료 연구: 철자 플라스틱 (0) | 2019.03.23 |








